Moisture, Regain, and Atmospheric Standards in Textiles

Understand the technical difference between Moisture Regain and Moisture Content in textiles. Includes a standard MR% table for cotton, wool, and synthetic fibers, plus standard atmospheric conditions for testing.
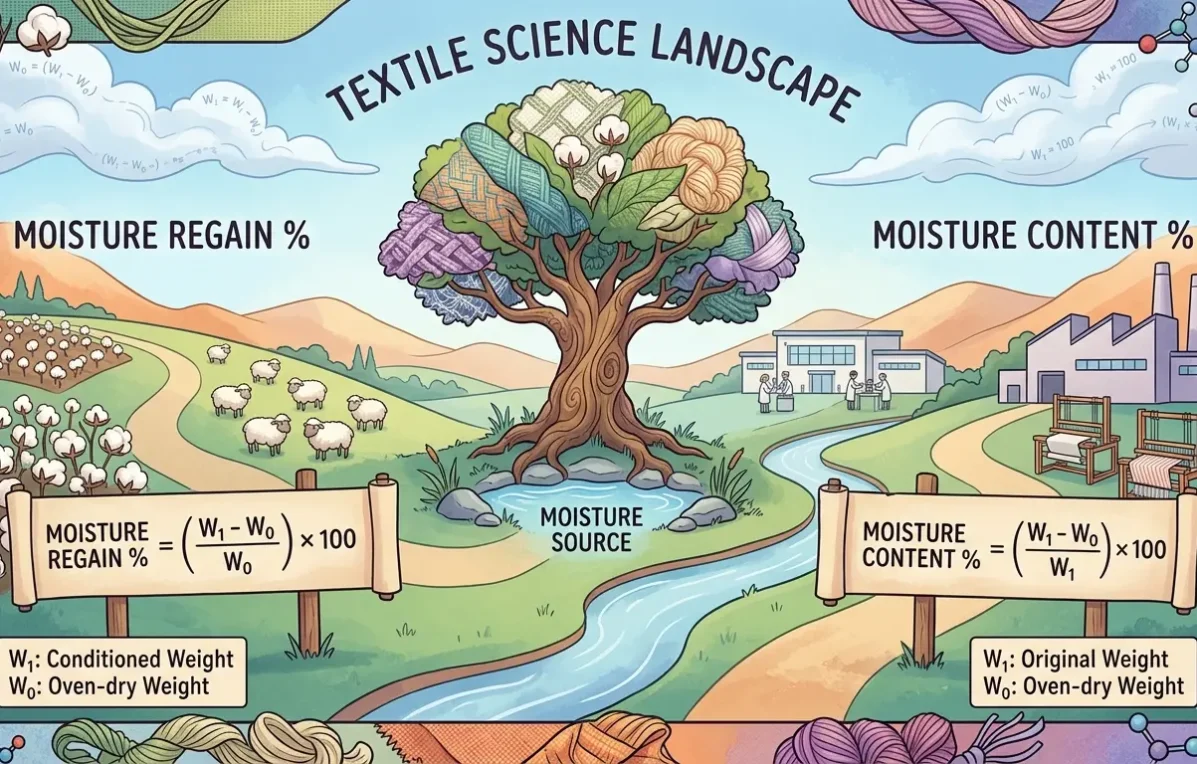
Q: What is Moisture Regain (MR%)?
A: Moisture regain is the weight of water in a material expressed as a percentage of the oven-dry weight.
- Formula: $\text{Moisture Regain \%} = \frac{W – D}{D} \times 100$(Where W is the wet weight and D is the oven-dry weight)
Q: What is Moisture Content (MC%)?
A: Moisture content is the weight of water in a material expressed as a percentage of the total weight (wet weight).
- Formula: $\text{Moisture Content \%} = \frac{W – D}{W} \times 100$
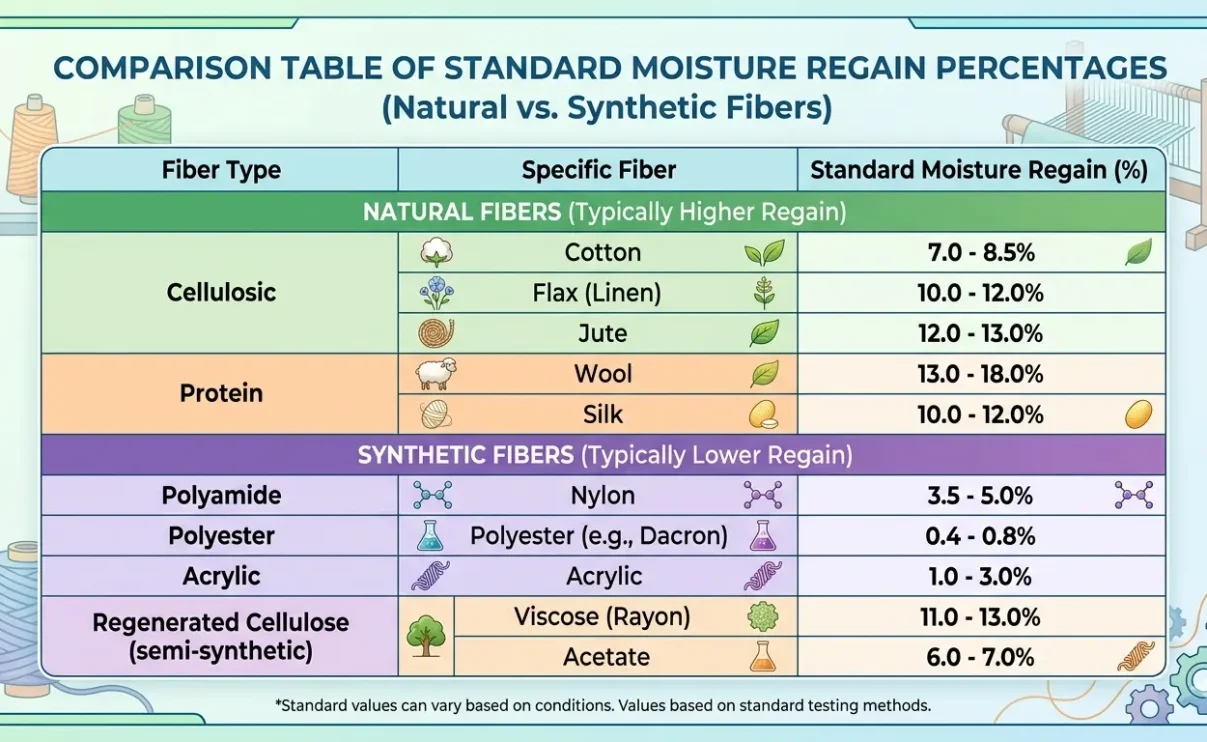
Q: Standard Moisture Regain (MR%) for Different Fibers
| Fiber Type | Standard Moisture Regain (MR%) |
| Cotton | 8.5% |
| Jute | 13.75% |
| Viscose | 13.0% |
| Silk | 11.0% |
| Wool | 16.0% – 17.0% |
| Nylon | 4.0% |
| Polyester | 0.4% |
| Acrylic | 1.5% |
Q: What is Standard Relative Humidity (RH%) and Temperature?
A: For textile testing, the standard atmosphere is:
- Relative Humidity: 65% ± 2%
- Temperature: 20°C ± 2°C (In tropical regions, 27°C ± 2°C is often used).

Q: Why is Moisture Important in Textiles?
A:
- Weight: Water adds weight to the fiber, which affects the commercial value and yarn count.
- Properties: Moisture affects physical properties like strength, elasticity, and diameter.
- Processing: Proper humidity prevents static electricity and fiber breakage during spinning.
Q: What is a Hygrometer?
A: An instrument used for measuring the relative humidity (RH%) of the atmosphere in the department.
Q: What are Hydrophilic and Hydrophobic Fibers?
- Hydrophilic Fibers: Fibers that have a high affinity for water and can absorb moisture easily (e.g., Cotton, Wool, Viscose).
- Hydrophobic Fibers: Fibers that have low affinity for water and do not absorb moisture easily (e.g., Polyester, Nylon).